Tabela jakości w nowoczesnych maszynach staje się już standardem. Służy ona do analizy różnych parametrów wtryskarki w celu oceny jakości produkowanej wypraski (czy jest ona kwalifikowana jako dobra czy jako wadliwa).
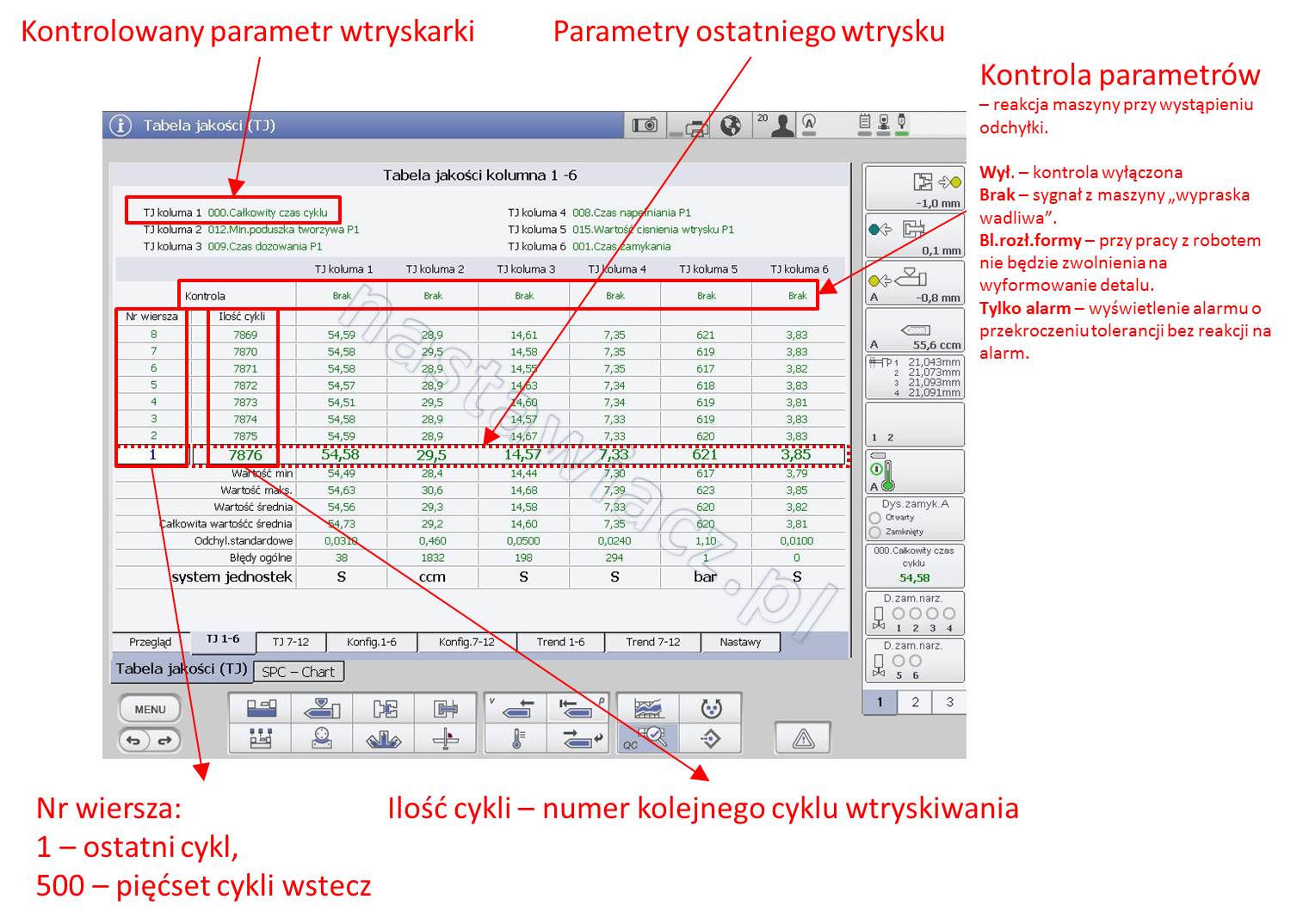
W zależności od producenta maszyny i wykupionych opcji dodatkowych, zapisane może być nawet 10 000 cykli maszyny. Taka baza danych może zostać wyeksportowana do programów zewnętrznych (np. Excel) i w ten sposób dane mogą być dalej wykorzystywane w celach statystycznych.
Maszyna (na przykładzie Wittmann-Battenfeld z układem sterownia B6) może kontrolować m.in. następujące parametry:
- Ogólny czas cyklu (Total cycle time)
- Czas zamykania formy (Closing time)
- Czas otwierania formy(Opening time)
- Siła zamykania formy (Clamping force)
- Czas wypychacza wstecz (Ejector back time)
- Czas wypychacza do przodu (Ejector forward time)
- Czas zespołu wtryskowego do przodu (Injection unit forward time)
- Czas zespołu wtryskowego wstecz (Injection unit back time)
- Czas wtryskiwania (Filling time)
- Czas dozowania (Metering time)
- Minimalna poduszka stopu (Min. melt cushion)
- Objętość przełączenia na docisk (Change over volume)
- Objętość przy końcu docisku (Volume at Holding Pressure end)
- Wartość szczytowa ciśnienia wtrysku (Peak value Injection pressure)
- Wartość szczytowa ciśnienia wnętrza formy (Peak value cavity pressure)
- I wiele innych…
W menu „Konfiguracja tabeli jakości” ustawia się parametry dla tabeli jakości. Po wybraniu odpowiednich cech ustawia się odpowiednie wartości zadane, tolerancje i granice ostrzeżeń wstępnych.
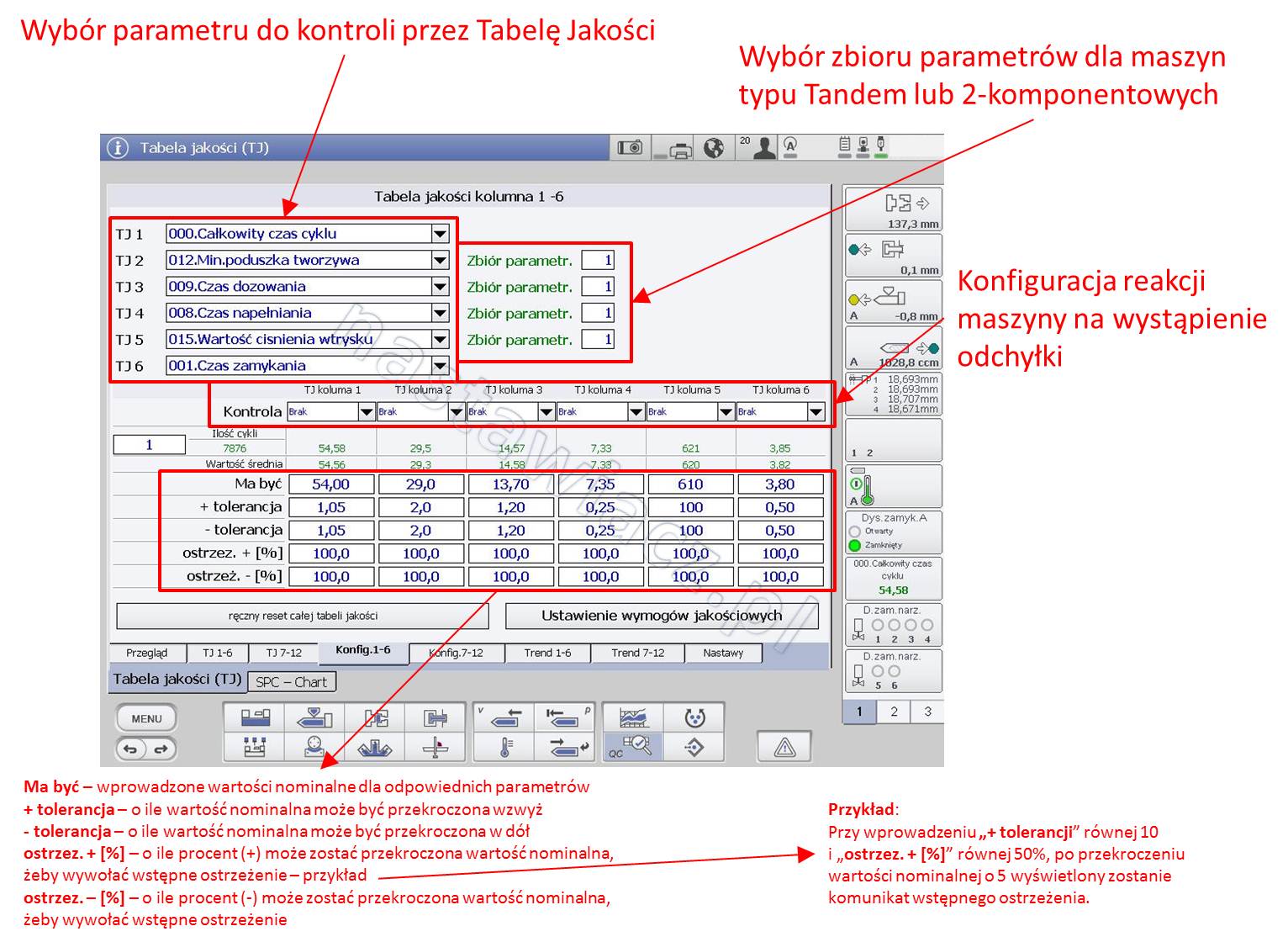
Wartości danych atrybutów, które leżą w granicach ustawionych tolerancji wyświetlane są na zielono. Natomiast wartości, które leżą poza obszarem granic tolerancji wyświetlane są na czerwono. Pozwala to na szybką identyfikację wizualną na ekranie maszyny.
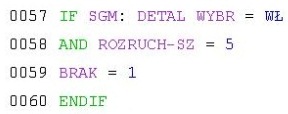
Jeżeli maszyna wyposażona jest w robota odbierającego detal możemy za jego pomocą odłożyć w inne miejsce wypraskę wybrakowaną (np. do pojemnika na części wybrakowane). Maszyna przekazuje informację z tabeli jakości do robota za pomocą interfejsu EUROMAP.
W tym celu należy w programie robota użyć odpowiedniego polecenia oraz ustawić tzw. flagę w zmiennej programowej (Rysunek 3).
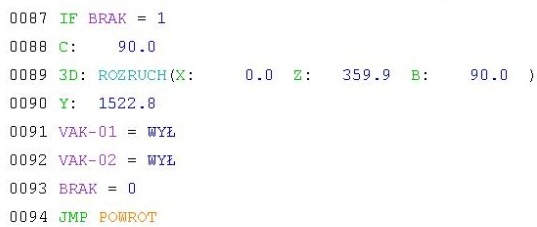
Mając zaprogramowanego robota na odczyt z tabeli jakości należy dodać komendy, które robot wykona jeżeli wybrakowana wypraska się pojawi. W tym celu musimy odczytać czy zmienna została ustawiona na „1”
i zaprogramować pozycję odłożenia części do pojemnika na detale wybrakowane, a następnie wyzerować zmienną „BRAK” (Rysunek 4).
Opisane powyżej możliwości to tylko część dostępnych w maszynie opcji odnośnie kontroli procesu, o innych napiszę w przyszłości.
Najważniejszym etapem jest ustawienie odpowiednich wartości i określenie właściwych wartości tolerancji przez wykwalifikowanych pracowników, gdyż nawet niezliczone możliwości ustawień tabeli jakości nie uchronią nas przed odłożeniem części wadliwej na transporter, jeżeli błędnie ustawimy okno procesowe.
Pingback: Zabezpieczenie formy Wittmann Battenfeld EcoPower
Pingback: Poduszka resztkowa na wtryskarce - Ascons
Witam.
Jak ustawić taki odrzut wybrakowanej wypraski po przekroczeniu wartości SPC na robocie campetella.
Pozdrawiam.
Witam,
nie znam oprogramowania tego robota, więc nie jestem w stanie odpowiedzieć na Twoje pytanie.
Pingback: Zabezpieczenie formy Wittmann Battenfeld EcoPower - ASCONS
Pingback: Redukcja siły zwarcia i oscyloskop na wtryskarce Haitian Mars - ASCONS