Obsługując wtryskarki mamy do czynienia z wieloma parametrami nastawnymi, które wprowadzamy do układów sterowania maszyn w celu realizacji konkretnych zadań. Niemniej istotnym parametrem jest poduszka resztkowa, która nie jest parametrem nastawnym, a wynikowym.
Co to jest poduszka resztkowa?
Możemy się doszukiwać tutaj pewnej analogii z poduszką stanowiącą komfortowe, bezpieczne podparcie dla naszej głowy. Tak też jest w przypadku wtryskarek, gdzie poduszka resztkowa jest pewnym buforem pomiędzy głowicą wtryskarki, a końcówką ślimaka (Rysunek 1).
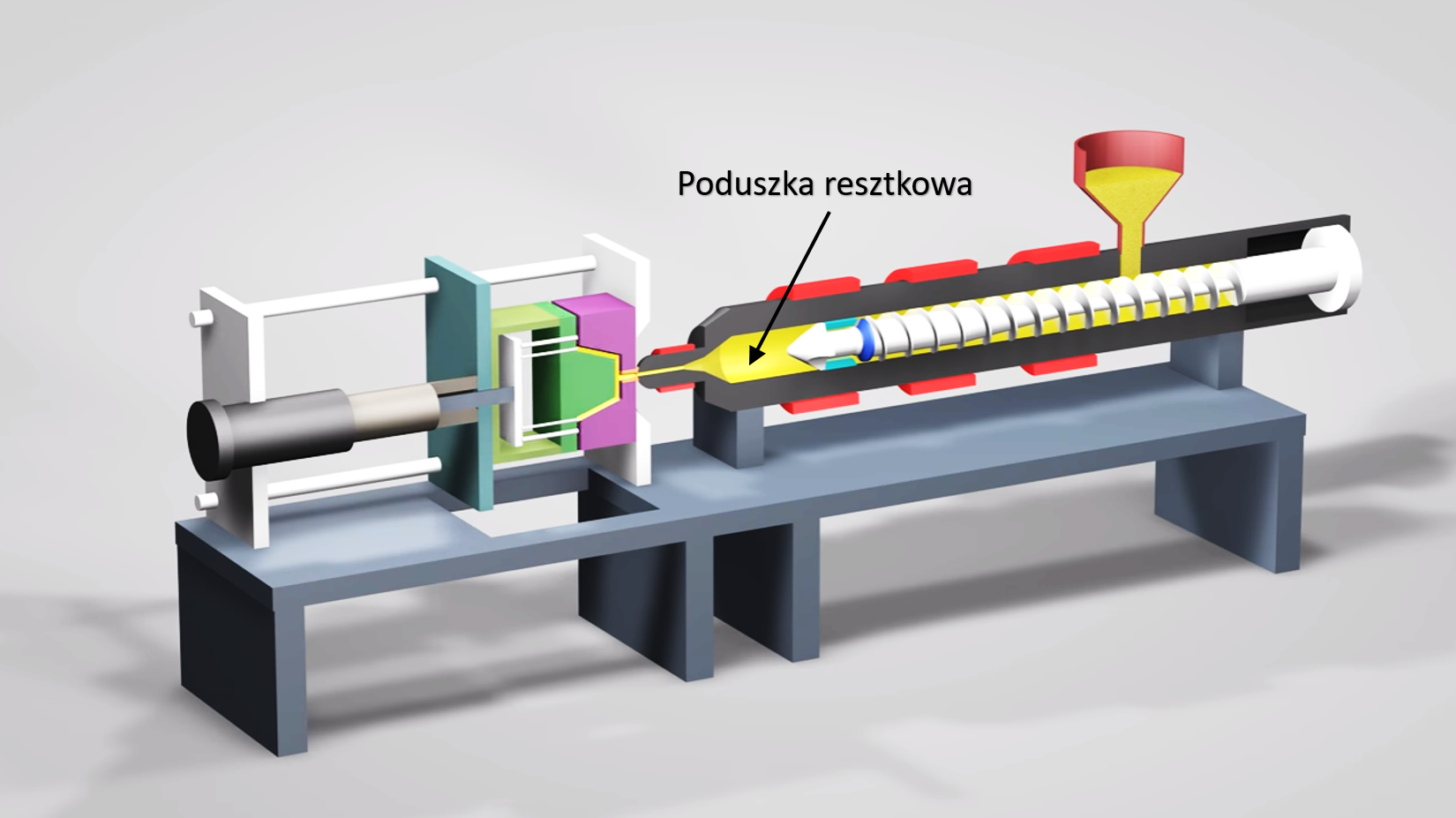
Bufor ten stanowi pewną ilość tworzywa, która pozostaje przed końcówką ślimaka po zakończeniu trwania procesu docisku.
Zadaniem poduszki resztkowej jest…
przeniesienia ciśnienia stopu do gniazda formującego, celem uzupełnienia strat skurczowych powstających w wyprasce. Jest to również zabezpieczenie przed mechanicznym kontaktem końcówki ślimaka z głowicą układu plastyfikacji.
Mając na uwadze powyższe zadania jakie zostały postawione przed omawianym parametrem wynikowym, poduszka resztkowa:
- nie może być równa 0 (zero). Istnieje jednak wyjątek od tej reguły. Jest nim przetwórstwo tworzywa PVC, które jest materiałem wrażliwym termicznie i w przypadku jego wtrysku powinniśmy dążyć do usunięcia resztek tworzywa sprzed czoła ślimaka. Dopowiem, że możecie być spokojni o zespół wtrysku, ponieważ końcówka ślimaka do przetwórstwa PVC jest dostosowana do kształtu głowicy na wtryskarce i nie ma ryzyka uszkodzenia maszyny,
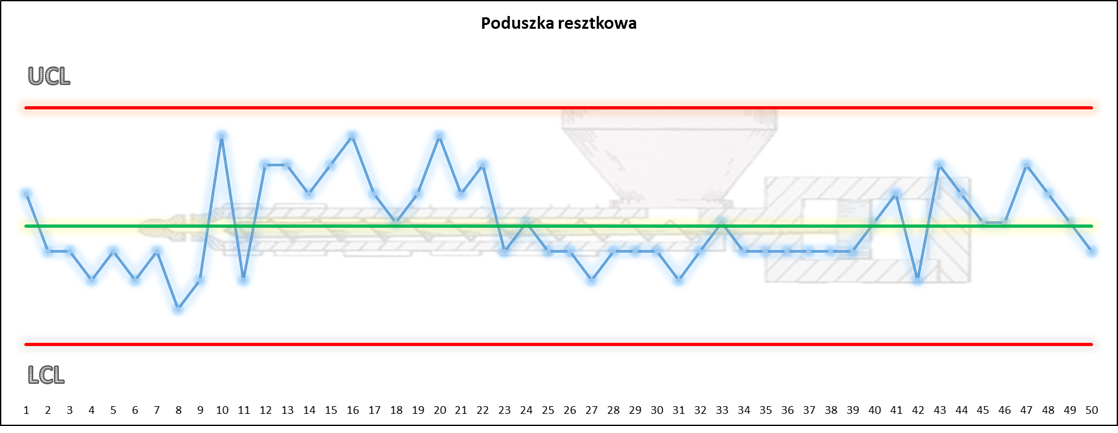
- powinna być stabilna. Jej stabilność pozwala nam ocenić sprawność agregatu wtryskowego i końcówki ślimaka oraz zapewnia powtarzalność jakości wypraski. Parametr poduszki powinieneś cyklicznie monitorować (Rysunek 2).
Niewystarczająca wielkość poduszki resztkowej może doprowadzić do powstania wad w postaci rozbieżności wymiarowym będących następstwem skurczu, niedolewów itp.
Za duża wartość poduszki resztkowej powoduje zaleganie tworzywa w gorącym agregacie, co nie sprzyja przetwarzanym przez nas materiałom. W związku z oddziaływaniem czasu i podwyższonej temperatury możemy spowodować degradację polimeru, co na wyprasce będzie widoczne jako barwne, ciemne smugi ciągnące się wzdłuż drogi płynięcia.
Podczas kontroli poduszki resztkowej np. przy pomocy Tabela jakości możesz uzyskać wiele cennych informacji dotyczących stabilności zadanych parametrów i funkcjonowania układów wtryskarki. Są to m.in. dane na temat:
- poprawności działania zaworu zwrotnego,
- zużycia ślimaka,
- zużycia cylindra,
- ewentualnego wycieku tworzywa (więcej przeczytasz we wpisie Współpraca dyszy z tuleją wtryskową).
Poduszka resztkowa powinna wynosić…
No właśnie. Ile powinna wynosić poduszka?
Na to pytanie można znaleźć wiele różniących się od siebie informacji. Którą z nich przyjąć jako poprawną? Którą się sugerować ustawiając proces wtrysku?
Moje doświadczenie podpowiada mi, żeby utrzymywać poduszkę resztkową tak dużą, żeby:
- uzupełnić straty skurczowe w wyprasce przez cały okres trwania czasu docisku,
- nie osiągnąć wartości zerowej, żeby nie uszkodzić głowicy agregatu wtryskowego.
Ja nie uwzględniam wrażliwości termicznej przetwarzanego materiału w ustawianiu parametrów mających wpływ na poduszkę resztkową (poza PVC). Staram się stosować wartości od 2 mm do 10 mm w zakresie średnic ślimaka Ø30 – Ø130 (pomijam tutaj mikro wtryskiwanie, gdzie z wiadomych względów powyższe wartości nie mają racji bytu).
Zakres, który przedstawiłem jest uzależniony od średnicy ślimaka. Im większa średnica tym wyższą wartość poduszki resztkowej powinniśmy utrzymywać.
W związku z powyższym możemy zastosować wzór, który w przybliżeniu wskaże nam zalecaną wartość i wygląda on następująco:
Poduszka resztkowa = 0,07 x średnica ślimaka
Jak widzicie, wartości poduszki nie są duże. Istnieją jednak przypadki, gdzie umyślnie zwiększamy jej wartość, ale to temat na osobny wpis 🙂
Czekam na Wasze komentarze w kwestii poduszki resztkowej. W jaki sposób ją kontrolujecie i na jakim poziomie utrzymujecie oraz na feedback czy ten wpis Wam się podobał i czy z chęcią przeczytacie kolejny 😉
Tymczasem życzę „odkręconej wody” i „włączonego docisku” 😀
Dzień dobry. A jak prawidłowo ustawić tolerancję poduszki resztkowej?
Cześć Michał,
osobiście spotykałem się z wieloma metodami ustawiania tolerancji dla poduszki i najbardziej rozsądnym wydaje się być metoda uzależniająca tolerancję od skomplikowania produkowanych elementów. Dla wyrobów mało precyzyjnych odchylenia nawet 5-8% mogą być akceptowalne. Dla produkcji wymagających wyprasek, gdzie precyzja i wymiary wyrobu są bardzo wymagające należy się liczyć z tolerancją na poziomie do około 2%.
Przykład. V 100cm3 dekompresja 6cm3, poduszka 9cm3, czy tolerancję należy liczyć 2% od 9cm3 czy np 2% od 91cm3
Cześć Paweł,
zdecydowanie 2% od 9cm3.
Witam,
mam problem poduszka co jakiś czas(nie cały czas) skacze mi od założonych odchyłek tolerancji nawet w zakresie pola tolerancji 10 mm i skacze dużo poniżej dolnej i dużo powyżej górnej tolerancji. Sprawdziłęm końcówkę ślimaka jest ok, producent końcówek ślimaka zalecił mi pomiar średnicy cylindra ale jak on by był uszkodzony to skok by był permanentny a nie co jakiś czas.
Nie wiem co się uszkodziło w maszynie a znajomy sugeruje materiał ?
Proszę o pomoc lub jakieś wskazówki.
Dziękuję
Cześć PRZEMO1, aby odpowiedzieć na Twoje pytanie powinniśmy przeanalizować m.in. parametry prędkości wtrysku – jeżeli masz na początku wtrysku niską prędkość, spróbuj ją podnieść i daj znać czy to poprawiło sytuację. Kolejny temat do weryfikacji to włączenie dekompresji, żeby utrzymać pierścień końcówki ślimaka w pozycji maksymalnie otwartej, co pozwoli na jego pewniejsze domknięcie po rozpoczęciu wtryskiwania.
To tylko dwie możliwości poprawy ale zanim przejdziemy dalej trzeba je zweryfikować.
Pozdrawiam
Adam