Odpowietrzenie gniazd formujących jest częścią projektowania formy, etapem bardzo często zaniedbywanym, które wpływa na eliminację wielu problemów z wtryskiem m.in zmniejsza ilość niedolewów.
Jaki jest cel odpowietrzenia?
Podstawową funkcją odpowietrzenia jest uwolnienie powietrza z formy wtryskowej, które zostaje sprężone przez wtryskiwany do gniazda formującego polimer.
Powietrze musi zostać usunięte przez płaszczyzny podziału, luzy na ruchomych elementach formy wtryskowej lub specjalnie wykonane szczeliny odpowietrzające. Rysunek 1 przedstawia przykładowe szczeliny odpowietrzające.
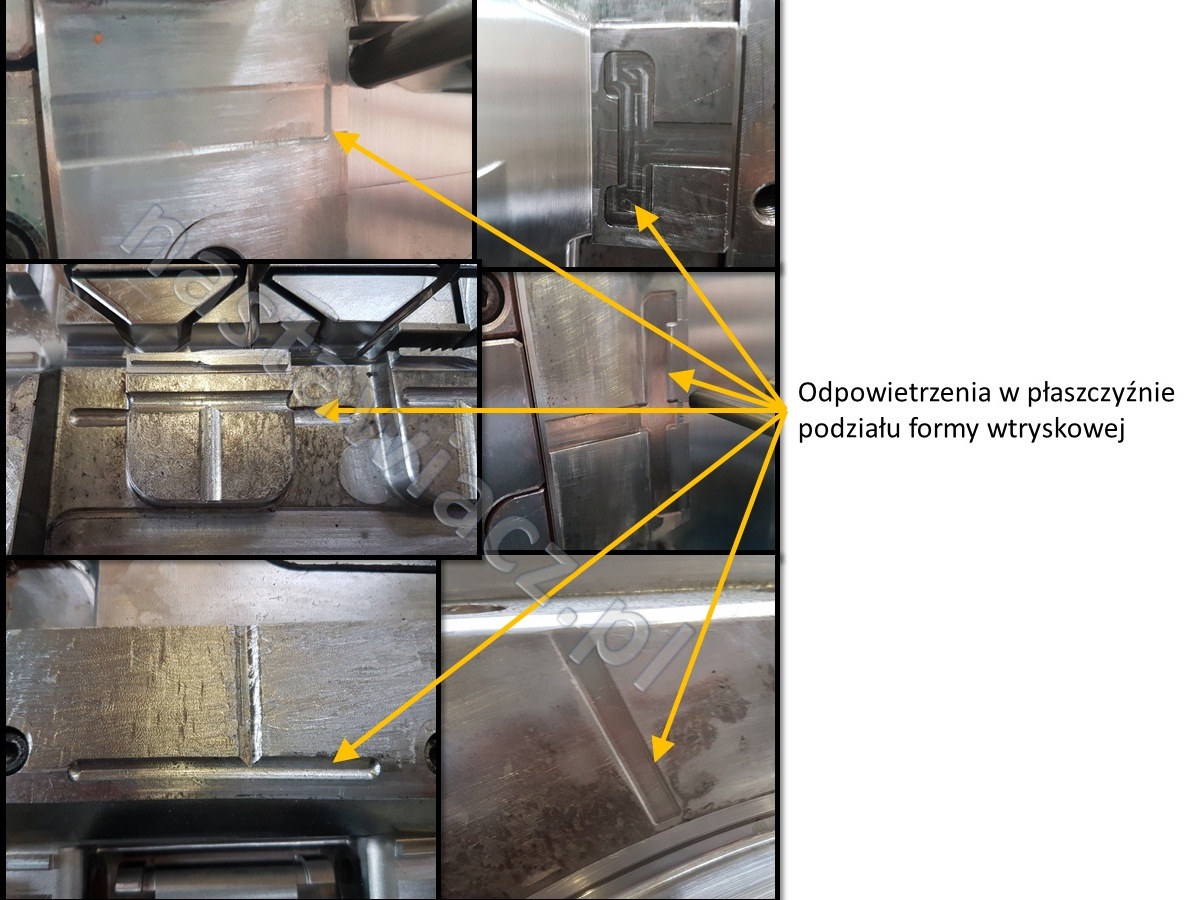
W zależności od lepkości materiału stosuje się różne głębokości odpowietrzeń (Rysunek 2).

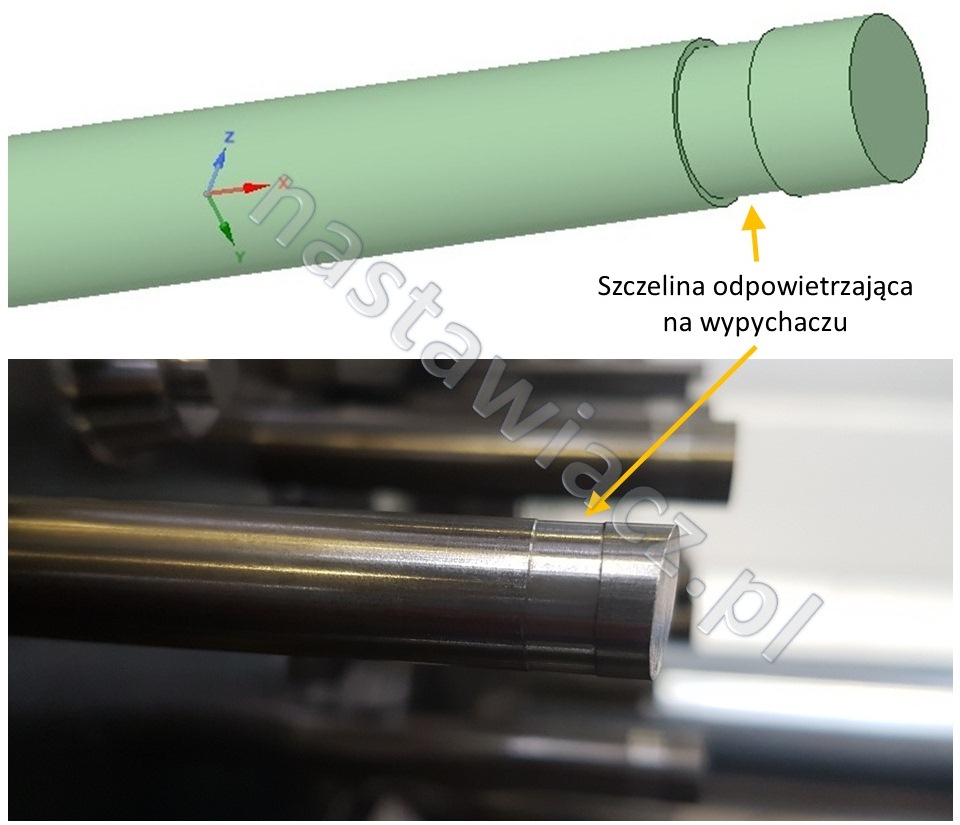
Powietrze może być ewakuowane także przez zamontowane w formie wtryskowej wypychacze.
Wypychacz posiada szczelinę i odpowiedni luz przez który powietrze zostaje usunięte (Rysunek 3).
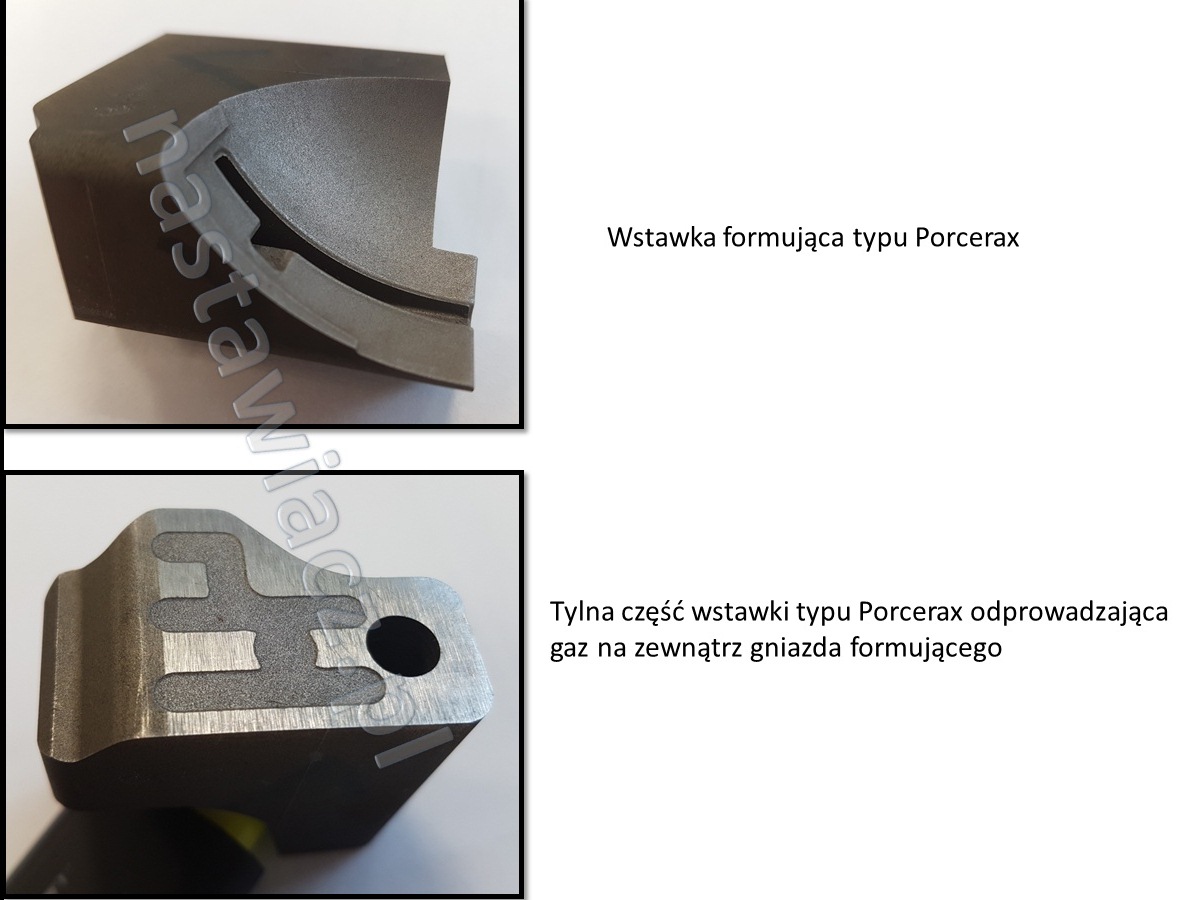
Istnieją także specjalne typy wstawek formujących, które ułatwiają odpowietrzenie gniazda formującego. Wstawka taka wykonana jest ze spiekanego metalu o porowatości w zakresie od 20 do 30%. System połączonych porów ma przeciętnie średnicę 20 mikronów. Wstawka wykonana w tej technologii eliminuje gromadzenie się gazów, zmniejsza ciśnienie wtrysku, skraca czas cyklu i poprawia poziom połysku (Rysunek 4).
Jeżeli powietrze nie zostanie w pełni usunięte podczas etapu wypełniania gniazda, może być powodem powstawania kilku wad wyprasek:
- podczas wypełniania gniazda może dojść do opłynięcia i uwięzienia powietrza co skutkować będzie powstaniem niedolewu,
- wtryskując tworzywo do formy dochodzi do sprężenia powietrza i tym samym wzrostu temperatury doprowadzając do efektu Diesel’a i powstania wady w postaci przypaleń,
- obecność powietrza pomiędzy dwoma zbiegającymi się frontami płynącego stopu może powodować powstanie spoiny (linii łączenia) typu „v” na powierzchni części formowanej, powodując jej osłabienie i bardzo często nieakceptowalny efekt wizualny połączenia.
Brak powyższych objawów niekoniecznie świadczy o odpowiednim odpowietrzeniu gniazda formującego. Bardzo trudnym do stwierdzenia objawem nieprawidłowego odpowietrzenia jest:
- powolne wypełnienie gniazda,
- konieczność stosowania podwyższonego ciśnienia wtrysku.
Prawidłowe wykonanie odpowietrzeń niestety nie jest rozwiązaniem, które nie wymaga konserwacji. Podczas przetwórstwa w miejscach ujścia gazu wydziela się jasny osad, który powoduje zapychanie się kanałów odpowietrzających w efekcie czego dochodzi do powstawania wad o których pisałem powyżej. Przykład takich zabrudzeń przedstawia
Rysunek 5.
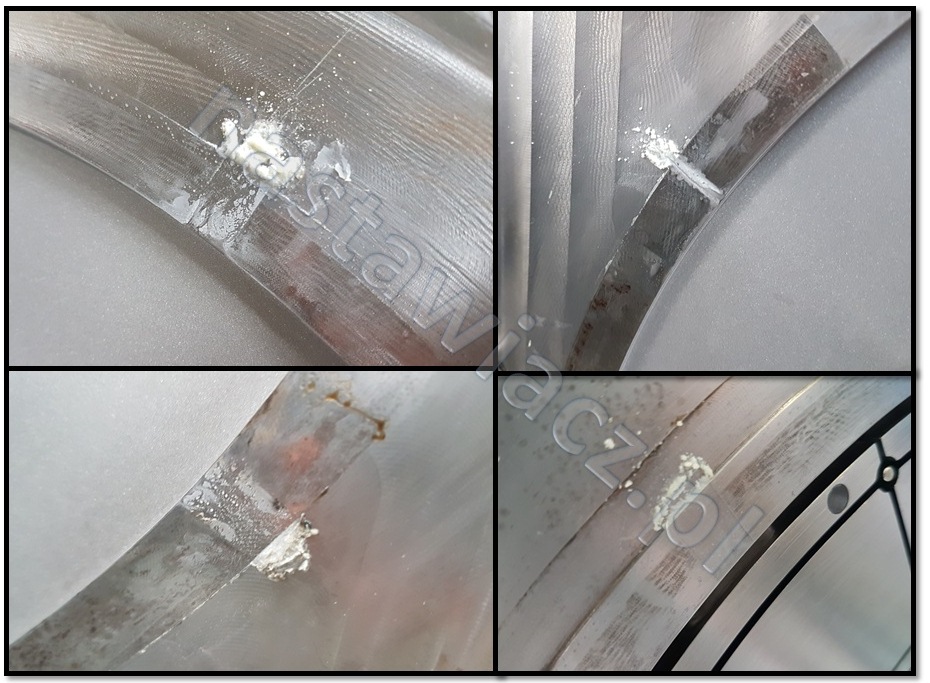
Bardzo istotne jest określenie częstotliwości zapychania kanałów odpowietrzających i wprowadzenie cyklicznych czynności polegających na wyczyszczeniu tłustego nalotu środkami odtłuszczającymi w celu eliminacji ewentualnych wad wypraski.
This is very interesting, You are a very skilled blogger.
I have joined your feed and look forward to seeking more
of your excellent post. Also, I have shared your site in my social networks!
Thank You for Your good words and sharing.
What’s up, I read your blogs like every
week. Your writing style is witty, keep up the good work!
I’m happy for this words. Enjoy.
Interesuje się konstrukcją form wtryskowych ,sam jestem narzędziowcem który ma problem z odpowietrzeniem form ( skutecznym!!!, nie teoretycznym!! )