„Single-Minute Exchange of Die” – w skrócie tytułowy SMED. Koncepcja teoretyczna i grupa technik, której wdrożenie umożliwia wykonanie przezbrojenia i ustawienia maszyny w czasie krótszym niż 10 minut.
Należy mieć na uwadze, że w niektórych sytuacjach osiągnięcie czasu krótszego niż 10 minut może być trudne albo wręcz niemożliwe do osiągnięcia, jednak zastosowanie rozwiązań SMED przyczyni się do znaczącego skrócenia przezbrojenia w niemal każdym przypadku. Krótsze przezbrojenie to realne oszczędności dla firmy jak i ułatwienie pracy dla osób je wykonujących oraz ograniczenie możliwości popełnienia błędów.
Poniżej przedstawiam skrócony przykład wdrożenia powyższej koncepcji w jednym z zakładów przetwórstwa tworzyw sztucznych oraz wynik jaki udało się osiągnąć. Jednocześnie dziękuję za materiał mojemu długoletniemu przyjacielowi Marcinowi, który ten proces koordynował.
Podstawowy podział na etapy we wdrażaniu SMED to:
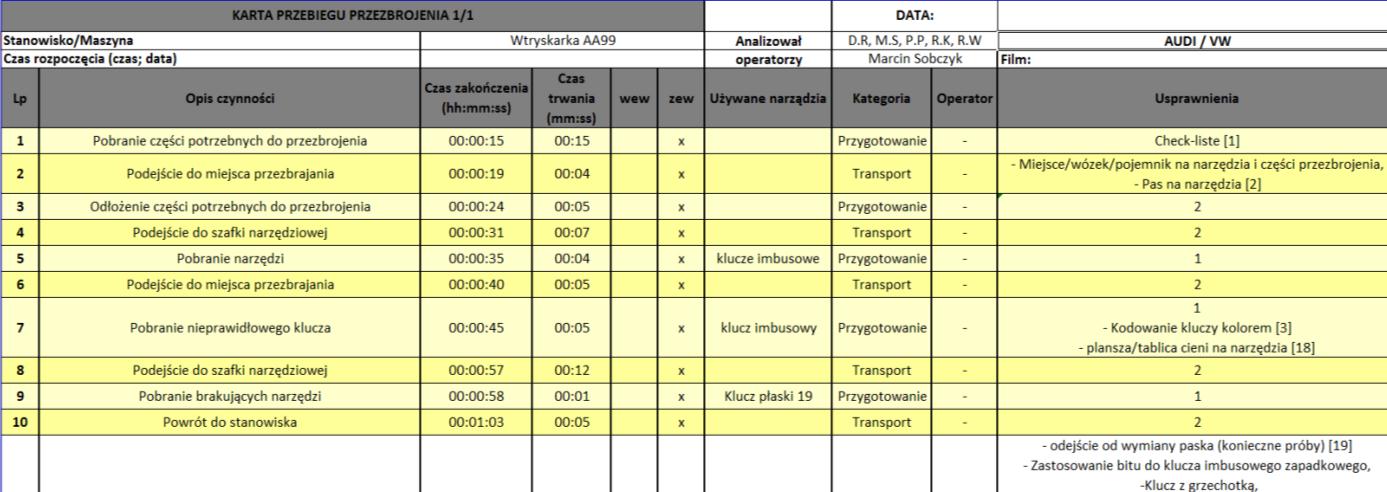
Etap 0 – analiza procesu przezbrojenia polegająca na wykonaniu nagrania wideo, które umożliwi dokładną jego analizę wraz ze wszelkimi ruchami pracownika.
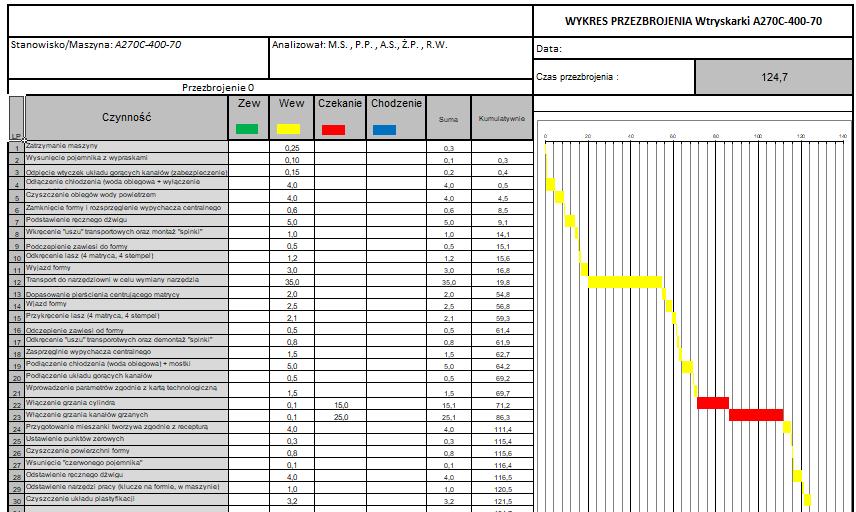
Na tym etapie przeprowadza się analizę ruchów i operacji wykonywanych podczas przezbrojenia (Rysunek 1, Rysunek 2) najlepiej w multidyscyplinarnym zespole (nastawiacz, sekretarka, technolog, pracownik działu jakości, narzędziowiec itd.). Uczestnicy projektu prowadzą notatki z opisem czynności, czasem ich rozpoczęcia i zakończenia celem wyznaczenia czasu trwania oraz zapisują narzędzia, które były wykorzystywane podczas pracy.
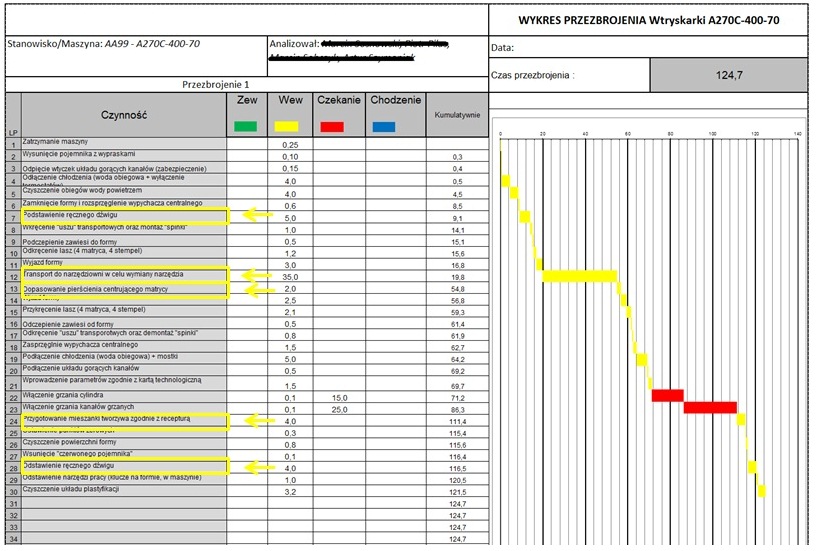
Etap 1 – rozdzielenie przezbrojeń zewnętrznych (Rysunek 3) tj. operacji możliwych do wykonania podczas pracy maszyny (np. przygotowanie suwnicy, przygotowanie formy wtryskowej, termostatów itd.) oraz wewnętrznych, wykluczających pracę maszyny (np. odpięcie obiegów chłodzących, montaż zawiesi itd.)
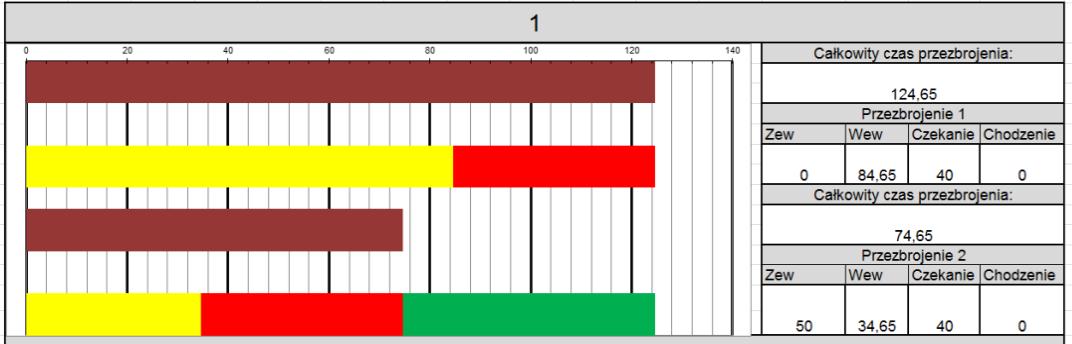
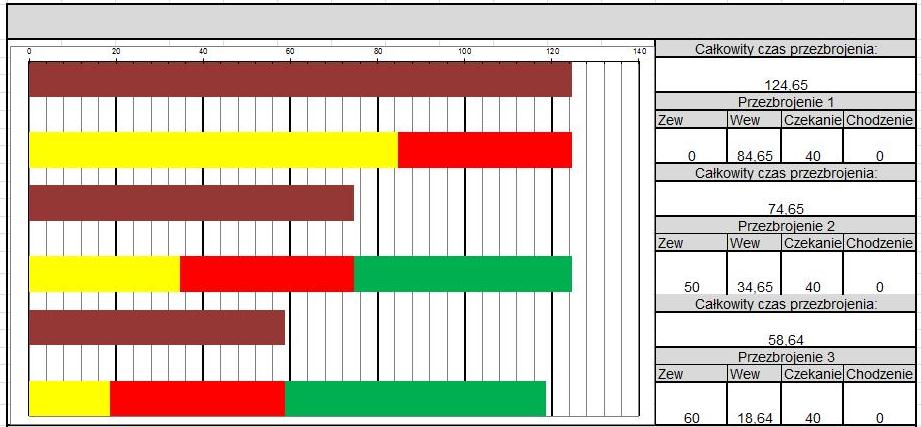
Powyższe wyodrębnienie czynności wewnętrznych i przeniesienie do zewnętrznych pozwoliło skrócić czas przezbrojenia ze 124 minut do 75 co daje oszczędność 49 minut (Rysunek 4).
Etap 2 – transformacja czyli przekształcenie operacji wewnętrznych w zewnętrzne. Składa się on z dwóch części: analizy rzeczywistych funkcji i celów wszystkich działań w obecnych wewnętrznych operacjach przezbrojenia oraz znalezieniu sposobów na zmianę wewnętrznych operacji przezbrojenia w operacje zewnętrzne – czyli działania możliwe do wykonania podczas pracy maszyny.
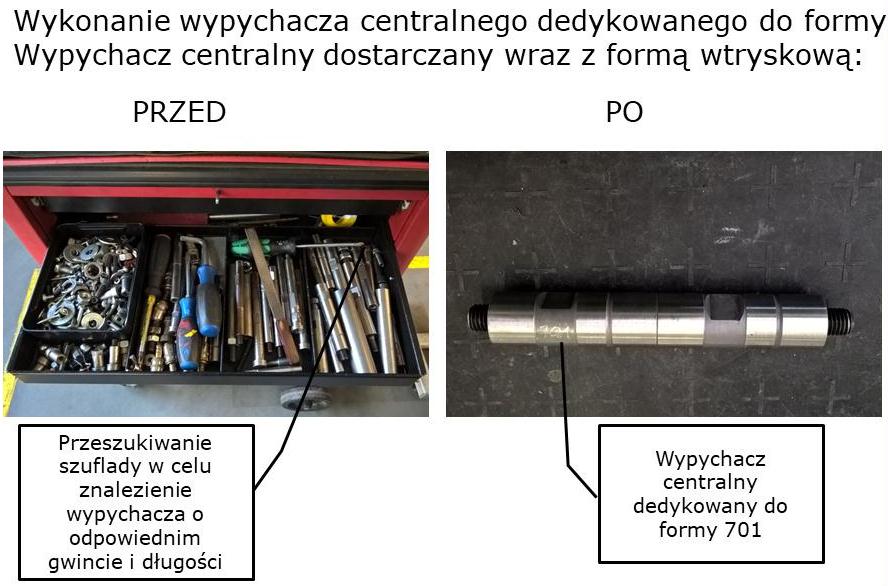
Na tym etapie należy wdrożyć standaryzację takich funkcji jak mocowanie formy wtryskowej (Rysunek 5, Rysunek 6), centrowanie w maszynie itp.


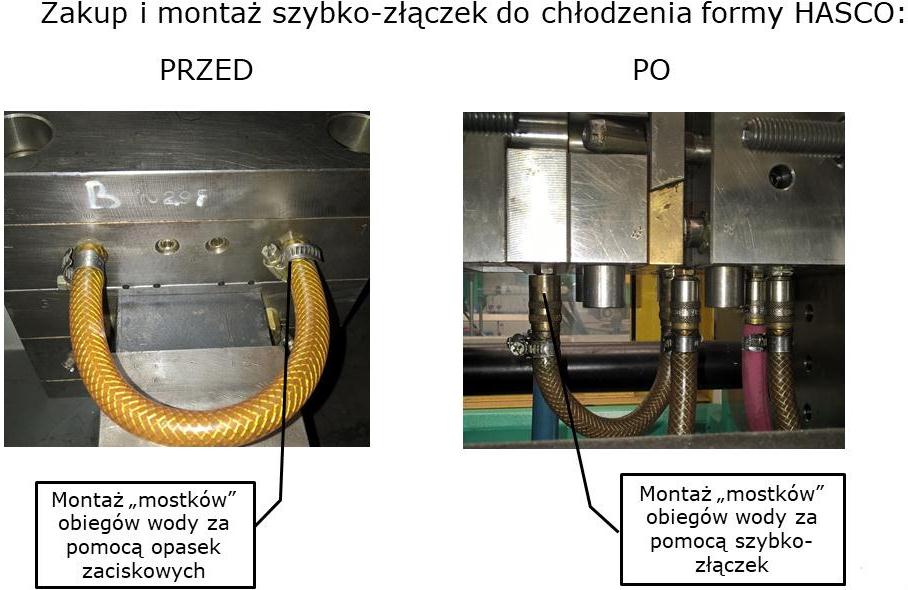
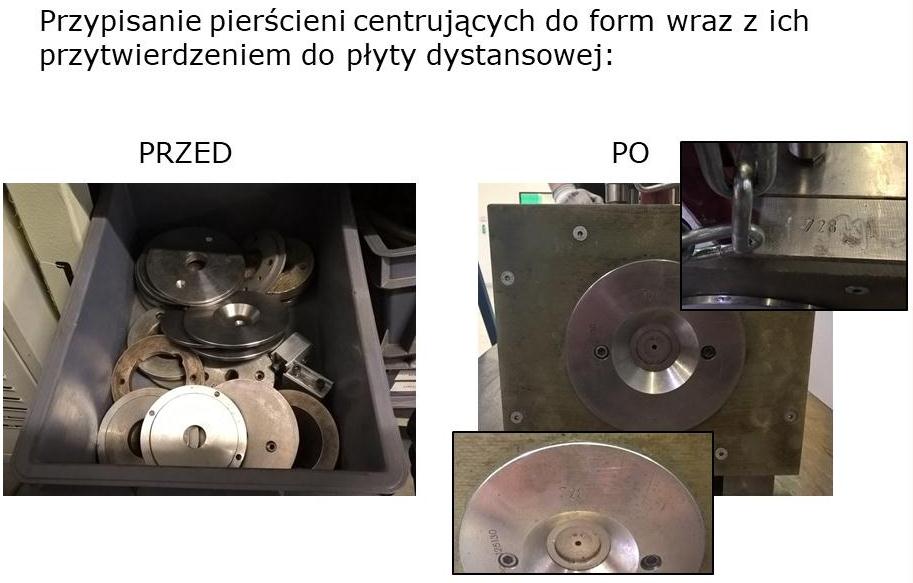
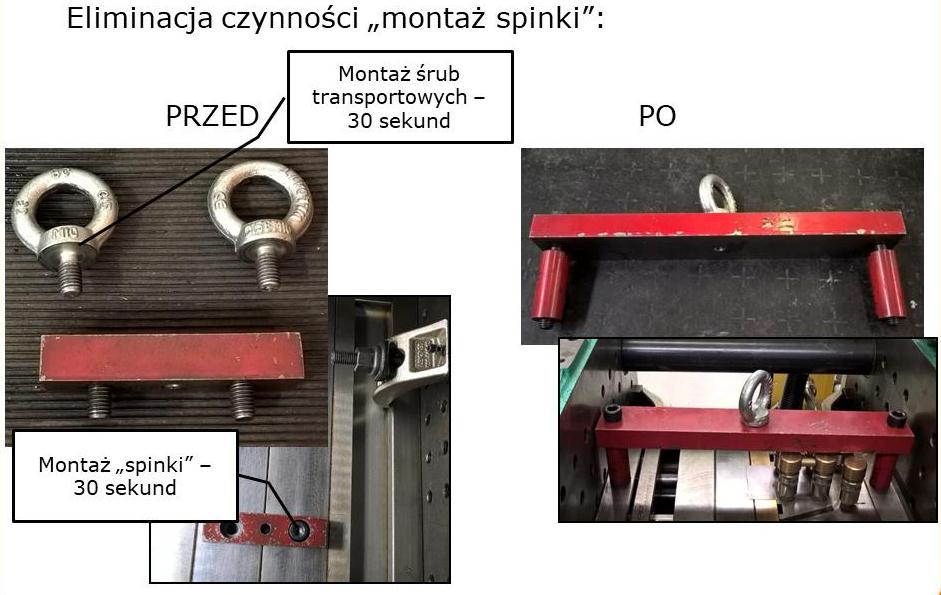
Etap 3 – to etap końcowy polegający na usprawnieniu wszystkich aspektów operacji przezbrojenia. W tym etapie dążymy w miarę możliwości do wykonywania równolegle wielu czynności, wdrażamy metody jednego obrotu, jednego ruchu. Eliminujemy również wszelkie korekty ustawień (Rysunek 7, 8, 9, 10, 11, 12).


Podsumowując, oprócz poprawy komfortu pracy poprzez powyższe usprawnienia udało się uzyskać czas przezbrojenia na poziomie 58 minut (Rysunek 13) co stanowi skrócenie czasu o 67 minut, który bezpośrednio wpływa na wydajność.
System SMED to więcej niż tylko kilka metod działania. To jeden z fundamentów doskonalenia procesów produkcyjnych.
Pozostaje tylko jedno pytanie: czy projekt można uznać za zakończony?

Ciekawe i czytelne przykłady. Bardzo doby artykuł.
Dziękuję serdecznie za komentarz i cieszę się, że artykuł się podoba
Mógłby Pan podzielić sie, gdzie zakupiliście takie szybko złącze do wypychacza centralnego?